


A proper treatment of the rubber material testing service conditions and material degradation phenomena like strain softening is of prime importance in the testing of rubbers specimens for FEA material characterization. The accuracy and reliability of obtained test data depends on how the mechanical conditioning and representational service conditions of the material have been accounted for in the test data. To simulate a component in unused and unaged conditions, the mechanical conditioning requirements are different than the ones for simulating a component that has gone through extensive field service and aging under different environmental conditions.
To simulate performance of a material or component by Finite Element Analysis (FEA) it should be tested under the same deformation modes to which original assembly will be subjected. The uniaxial tension tests are easy to perform and are fairly well understood but if the component assembly experiences complex multiaxial stress states then it becomes imperative to test in other deformation modes. Planar (pure shear), biaxial and volumetric (hydrostatic) tests need to be performed along with uniaxial tension test to incorporate the effects of multiaxial stress states in the FEA model.
Material stiffness degradation phenomena like Mullin’s effect at high strains and Payne’s effect at low strains significantly affect the stiffness properties of rubbers. After the first cycle of applied strain and recovery the material softens, upon subsequent stretching the stiffness is lower for the same applied strain.
Despite all the history in testing hyperelastic and viscoelastic materials, there is a lack of a methodical and standard testing protocol for pre-conditioning. Comprehensive studies on the influence of pre-conditioning are not available. Readers are referred to Austrell[] and Remache, et al,[]. There are no guidelines for sample pre-conditioning in ASTM D412. However, British Standard BS 903 suggests to perform 5 cycles of pre-conditioning to improve test reproducibility.
There are five (5) different techniques to carry out pre-conditioning and material testing of general elastomer samples.
1. The first technique pertains to a mechanical test where the the testing of the sample is carried out under one single stretch at a speed recommended by the ASTM D412 specification.
2. In the second testing technique the sample is stretched at a constant speed up to the maximum relevant strain brought back to the initial position. Cyclic stretching is then carried out for anywhere for 1 to 7 cycles. The speed of the initial stretch and the number of subsequent cyclic stretches needs to be same. The data curve is then shifted to the origin by zeroing out the stress and strain and used for curve-fitting procedure.
3. In the third testing protocol the sample is stretched to a fraction of the full material stretch capability and brought back to the initial position and cycled back again to this fractional position anywhere from 2 to 7 cycles. The stretch in the sample is then increased to the second level and cycled back to initial position multiple times. The sample is stretched back to an even higher position and cycled back. This progressively continues until the maximum strain capability of the material is reached. This protocol is known as progressive pre-conditioning.
4. In the fourth testing technique the sample is stretched to a fraction of the total stretch capability and relaxed for anywhere from 30 seconds to 120 seconds as per the material. The sample is then again stretched to a higher limit and relaxed again. This is continued until the maximum stretchable capability of the material. This particular technique stretches the material and allows the material to fully creep and relax at each interval so that all the stress softening is accounted for in the test data.
5. In the fifth testing technique the sample is tested under a single stretch but the speed or the rate of stretch is very slow. This ultra-slow speed test is carried out so that the material can creep, relax, and the cross-links in the elastomer are given enough time to expand-contract and come to a balanced position during the stretching. This technique is a combination of the two above testing techniques.
These five (5) testing protocols involve the stretching of the material to different limits under different conditions and suitably cycling the material. The suitability of one testing technique over the other is debatable and one should adopt the technique that most closely resembles the operating conditions of the material and what one expects to back out from the Finite Element Analysis. Figures (1.11) through (1.14) shows the results from using the different testing protocols on a 55 durometer Natural Rubber Compound that finds general application in an automotive engine mount.

Figure 1.11: Uniaxial Tension Test Results
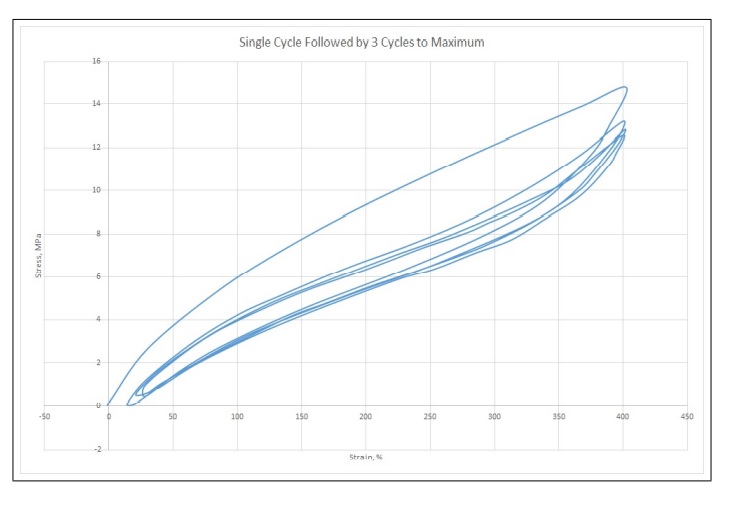
Figure 1.12: Single Stretch Followed by 3 Cycles of Stretching to the Maximum
Figure (1.12) shows the results from comparisons carried out on a uniaxial compression test for an engine mount material characterization. Two protocols were employed to carry out the material characterization. Progressive straining and cycling was carried out first. The material was strained 3 times before reaching the ultimate strain of approximately 75 %. The material was subsequently tested using ultra slow straining protocol. As can be seen the test data output for FEA input is the same using both the techniques. This result confirms the observation by Austrell in his work on conditioning of material samples for characterization i.e., Mullins effect can be negated when enough time is allowed for the material to relax, creep, and flow during the rubber material testing.

Figure 1.13: Progressive Pre-conditioning with Stretching to 3 levels and Cyclic Stretches

Figure 1.14: Progressive Relaxation, Stretching and Relaxation to Maximum Levels
1.2 Guidelines for Rubber Material Testing
Rubber compounds are formulated from recipes of ingredient materials. Depending on the time, location and environment while mixing the compounds, properties are known to vary from batch to batch.
• All testing to characterize a material compound should be performed on the same batch.
• Laboratory validations will help to correlate test specimen slabs against the real components to make sure they have identical cure history.
• Small compression buttons can be extracted from components and compared with slab data.
• The testing should be carried out at the temperature at which the component is expected to perform under field service conditions.
• For seals and o-rings, aging in oils and solutions can be carried out prior to testing.
• Input of more than one test data type in FEA software will increase simulation accuracy by an order of magnitude