


Stress Relaxation and Creep of Polymers and Composite Materials
An O-ring or a Seal under energized conditions must maintain good contact force throughout the functional life of the products. Contact force is generated between the mating surfaces when one of the mating surfaces deflects and compresses the seal surface. In order for the sealing to remain effective the contact surfaces must return to the undeformed original position when the contacting force is removed. Under these conditions the deflection of the sealing element must be fully recoverable and so hyperelastic by nature. If there is any unrecoverable strain in the material the performance of the seal is diminished and leak would occur from between the surfaces. The key to designing a good sealing element is that the good contact force is as high as possible while at the same time ensuring that the deflection remains hyperelastic in nature.
This requires the use of a material with a good combination of force at a desired deformation characteristic. The relationship between strain and stress is described by the material’s stress-strain curve. Figure 1 shows typical stress-strain curves from a polymer thermoplastic material and thermoset rubber material. Both the materials have plastic strain properties where when the material is stretched beyond the elastic limit there is some permanent deformation and the material does not fully return to its original undeformed condition.

Figure 1: Stress-Strain Curves from Thermplastic and Thermoset Materials
The plastic strain, is the area between the loading and unloading line in both the graphs. In automotive application this permanent plastic strain is observed more easily in under the hood components located near the engine compartments because of the presence of high temperature conditions. If a polymer part such as intake manifold is stressed to a certain and held for a period of time then some of the elastic strain converts to plastic strain resulting in observations of permanent deformation in the component. There are two physical mechanisms by which the amount of plastic strain increases over time, 1) Stress relaxation and 2) Creep. Creep is an increase in plastic strain under constant force, while in the case of Stress relaxation, it is a steady decrease in force under constant applied deformation or strain. Creep is a serious issue in plastic housings or snap fit components, while Stress relaxation is a serious issue in sealing elements. Experimental studies on creep behavior of plastics is carried out using the tensile creep test. The loading is purely under static conditions according to ISO 899-1. The specimens used in the testing are generally as prescribed as 1A and 1B in ISO 527 and ASTM D638. These specimens correspond to the generalized description of specimens according to ISO 3167.

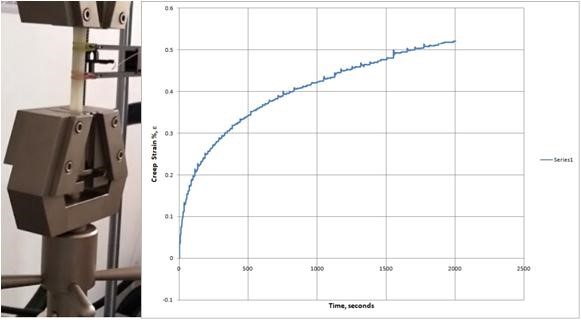
Figure 3 shows the results from Creep testing of an HDPE material. In Most Finite Element Analysis software, stress relaxation and creep both can be simulated with the help of experimental test data.
Creep modulus Ec(t) is used to describe the time dependent material behavior of plastics. It is defined as the ratio of the applied stress and time-dependent deformation at time (t):
Ec(t) = sigma/epsilom(t) (1)
Creep rate Ec(t)/dt is used to describe the long-term creep behavior, it is defined from the ratio of deformation or strain increase with respect to time
dot{Ec(t)} = depsilom/dt (2)
Creep Stages
1) Primary Creep: The process starts at a rapid rate and slows with time. Typically it settles down within a few minutes or hours depending upon the nature of material. Strain rate decreases as strain increases.
2) Secondary Creep:
At this state the process has a relatively uniform rate and is known as steady state creep.
Strain rate is minimum and constant. Balance between between recovery and strain hardening.
Fracture typically does not occur during this stage.
3) Tertiary Creep: This stage shows an accelerated creep rate and terminates with failure or a fracture. It is associated with both necking and formation of voids.
An O-ring or a Seal under energized conditions must maintain good contact force throughout the functional life of the products. Contact force is generated between the mating surfaces when one of the mating surfaces deflects and compresses the seal surface. In order for the sealing to remain effective the contact surfaces must return to the undeformed original position when the contacting force is removed or when there are vibratory displacements between the contacting surfaces. Under these conditions the deflection of the sealing element must be fully recoverable and so hyperelastic by nature. If there is any unrecoverable strain in the material the performance of the seal is diminished and leak would occur from between the surfaces. The key to designing a good sealing element is that the good contact force is as high as possible while at the same time ensuring that the deflection remains hyperelastic in nature. This requires the use of a material with a good combination of force at a desired deformation characteristic. Figure 4 shows the family of curves for a stress relaxation experiment carried out at multiple strain levels.
Figure 5 shows the results from a compression stress relaxation test on a rubber material. The results show the test data over a 3 day period.

The initial rapid relaxation and decrease in force occurs due to chemical process related degradation of the material, while at longer duration and time frames the drop in force is due to physical relaxation. Numerous studies have shown that the relaxation mechanism in polymers and rubbers is dependent on many factors as the nature and type of polymer, fillers and ingredients used, strain levels, strain rates and also temperature. The rate of relaxation is generally found to decrease at lower levels of filler loading and the rate of stress relaxation increases at higher levels of filler loading. This is attributable to polymer filler interactions

The molecular causes of stress relaxation can be classified to be based on five different processes.
1). Chain Scission: The decrease in the measured stress over time is shown in Figures 4 and 5
where, 3 chains initially bear the load but subsequently one of the chains degrade and break down.
2). Bond Interchange: In this particular type of material degradation process, the chain portions reorient themselves with respect to their partners causing a decrease in stress.
3). Viscous Flow: This occurs basically due to the slipping of linear chains one over the other. It is particularly responsible for viscous flow in pipes and elongation flow under stress.

4). Thirion Relaxation: This is a reversible relaxation of the physical crosslinks or the entanglements in elastomeric networks. Generally an elastomeric network will instantaneously relax by about 5% through this mechanism.
5). Molecular Relaxation: Molecular relaxation occurs especially near Tg (Glass Transition Temperature). The molecular chains generally tend to relax near the Tg.
References:
1. Sperling, Introduction to Physical Polymer Science, Academic Press, 1994.
2. Ward et al., Introduction to Mechanical Properties of Solid Polymers, Wiley, 1993. 3. Seymour et al. Introduction to Polymers, Wiley, 1971.
3. Ferry, Viscoelastic Properties of Polymers, Wiley, 1980.
4. Goldman, Prediction of Deformation Properties of Polymeric and Composite Materials, ACS, 1994.
5. Menczel and Prime, Thermal Analysis of Polymers, Wiley, 2009.
6. Pete Petroff, Rubber Energy Group Class Notes, 2004.
7. ABAQUS Inc., ABAQUS: Theory and Reference Manuals, ABAQUS Inc., RI, 02.
8. Dowling, N. E., Mechanical Behavior of Materials, Engineering Methods for Deformation, Fracture and Fatigue Prentice-Hall, NJ, 1999.
9. Srinivas, K., and Dharaiya, D., Material And Rheological Characterization For Rapid Prototyping Of Elastomers Components, American Chemical Society, Rubber Division, 170th Technical Meeting, Cincinnati, 2006.